Table of Contents
Rapid Array Scanning with the MS2000 Stage
Introduction
A common problem for automated microscopy is to quickly image an extended region that is larger than the camera field of view. This can be done by rapidly moving the stage between successive fields, stopping to snap an image at each location. Rapid stops and starts expose the inherent limitations in the mechanical system. These limitations include the inertia of the motor rotor and stage, current limitations of the motor, and how quickly the system can detect and correct motion errors.
ASI stage systems have several advantages over conventional stepper stages for this type of application. The coreless DC motors used in ASI stages have very lower rotor inertia with an overall mechanical time constant less than 10ms, whereas stepper motors with steel and copper armatures are inherently much more sluggish. The servo loop time of ASI's controllers is 0.25ms per axis, allowing plenty of opportunity for control compared to the mechanical time constant of the system. In order to take full advantage of the hardware capabilities that are inherent in the ASI system, we offer specialized control firmware and provide for custom servo loop tuning. The rest of this note will discuss these specifics and provide some example applications.
Imaging Strategies for Rapid Array Scanning
Best performance can be obtained if there is close synchronization between the camera and the stage. A camera that can be externally triggered with a TTL signal allows the stage controller to initiate the exposure command. The stage has the most temporal jitter and uncertainty because of its inherent mechanical nature. Using the stage to trigger image acquisition provides the tightest synchronization. If TTL camera triggering is not possible, then the camera control software will need to poll the stage “Busy” state over the serial interface, or act on the TTL signal from the stage controller to know when to trigger the camera.

The ARRAY MODULE Firmware
With the ARRAY MODULE included in the firmware, the controller will support functions associated with moving to specific locations in a 2-dimensional XY array of positions. The module includes support for commands to define the size and spacing of the array and the location of the first position in the array. There are also commands to address particular positions and sequence through the array either automatically, or with external TTL or serial command control.
Setting up the Array
The ARRAY command is used to define the number of array points and spacing between rows and columns. The X and Y parameters specify the number of points in the fast and slow directions respectively, and the Z and F parameters specify the signed move distance in millimeters between points in the fast and slow directions. By “fast direction” we mean the along most moves between points occur, by default along a row of points. Rotation can also be accommodated. The command to set up the array for a standard 96 well plate would be:
ARRAY X=12 Y=8 Z=8.0 F=-8.0
These happen to be the default settings. The Y-axis distance between rows is set as a negative number because the direction of motion to go from row A to row B on the well plate is in the negative direction of motion of the stage.
The location of the first position in the array, the 1,1 location, is specified by the AHOME command. The default value for the coordinates of the 1,1 position are 0.0, 0.0 in the controller’s coordinate system. You need not even use the AHOME command if the stage is manually moved to the location of the 1,1 array position and then the ZERO button is used to set the coordinate zero to that location. The AHOME command, without arguments, will establish the current stage position as the 1,1 array position. Hence, if you move the stage manually to the 1,1 location and issue “AH”, the stage will maintain its original coordinate system yet have the correct offsets for the fixed array moves.
Configuring Move Pattern
Assigning axes of motion is done using the SCAN command. By default the X axis is assigned to be the horizontal “fast” axis of motion, the axis is assigned to be the vertical “slow” axis of motion, and the Z axis is not used. The SCAN command is also used to set whether a raster or serpentine pattern is used.
Controlling Moves to Array Positions
There are three ways to control the movement to array positions. They are random access serial moves with the AIJ command, automated self-scanning, and TTL or serial commanded moves to the next array position. As with any commanded move, TTL output pulses can be programmed to indicate the completion of the move to the array location using the TTL command.
Random Access Using Serial Command
The serial AIJ command will command the stage to the any row j and column i coordinate:
AIJ X=i Y=j
Self-Scanning
The entire array can be visited sequentially in either a serpentine or raster pattern. Scanning is initiated manually with a quick press and release of the @ button, or by issuing the ARRAY command without any arguments. The sequence will start by moving to the 1,1 location. When the stage arrives on target, it will delay for a period of time set by the command RT Z=time_delay before continuing on to the next position.
Commanded Next Position
The array can be traversed in order with moves made “on command” using either a serial command or TTL trigger pulse. Using the TTL command, set the TTL input function to the array trigger using TTL X=7. Either a TTL pulse on the IN0 input, or the RM command without arguments, will send the stage to the next array position. Move to the 1,1 array position and gracefully start this scanning mode is the command RM X=. When started this way, the sequence will complete after the last position is processed and subsequent commands (TTL pulse or RM) to move to the next position will be ignored.
Annotated Example
Here are serial commands to set up a scan that uses the Y axis as the fast axis (for Tiger prepend the card address)
SN Y=1 Z=0(sets the fast axis to be Y and the slow axis to be X, doing this changes the order of settings for AR and AH)RT Z=10(set delay of 10ms at each position before starting next move, e.g. for camera exposure)TTL Y=2(configure for output TTL pulse on each landing event, not required for demonstrating but would want to use with camera in practice)AR X=14 Y=3 Z=4 F=6(14 points in fast axis, 3 points in slow axis, 4mm move in fast axis, 6mm move in slow axis for total of 3*14=42 points in the array)AH X=-30 Y=0(fast axis offset -30mm)AR(initiates the array self-scan)
LCD Display
The bottom line of the LCD display on the MS2000 controller will show the state of the ARRAY MODULE state machine as well as the coordinate location of the current array cell. The LCD status line should look something like this:
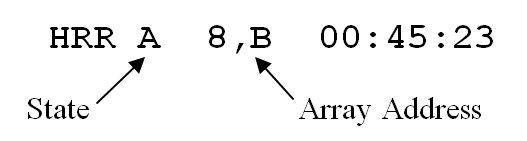
For arrays with 4, 8, or 16 rows, the Y address is shown as the corresponding alphabet characters – as is the common practice for standard well plate formats. The meanings of the various state indicators are described below.
When the state characters are displayed in lower case on the LCD display, the TTL IN0 interrupt is disabled pending completion of the current move operation.
Array States
| Array States | |
|---|---|
| I | IDLE |
| S | START |
| D | DELAY |
| R | AIJ MOVING |
| A | AIJ ARRIVED |
| M | MOVING |
| P | ARRIVED |
| N | NEXT_POSITION |
| C | COMPLETE |
| B | SELF_SCAN |
| E | ERROR |
The Speed versus Accuracy Trade-off
The ideal stage moves exactly to target in no time and stays put once it is there. In reality, motors have to push and pull the mechanics, sensors have to read position, and control electronics need to coordinate the motion. All of this takes time, and timing uncertainty leads to position uncertainty; rapid acceleration leads to jerky motion and further position uncertainty. To make matters worse, stages often don’t like to stay put on the sub micron level.
Linear versus Rotary Encoders
For array scanning applications especially when generating montages, it may be important that the rows of scanned images be well aligned. When scanning in a serpentine pattern, mechanical backlash in the system can lead to systematic row-to-row errors because of the opposite direction of motion along the row as the images are obtained. This problem will be much more noticeable when using rotary encoders on the stage motors than with linear encoders on the stage plates. With rotary encoders, systematic errors of several microns from row to row are to be expected when scanning in a serpentine pattern. Despite the backlash errors, repeatability and relative spacing between frames can be quite good. Linear encoders can be used to largely eliminate backlash errors and provide excellent absolute positioning accuracy across the entire array, but at a significant added cost. If one wishes to avoid the added cost of linear encoders, and still get good row-to-row frame alignment, then scanning in a raster pattern rather than a serpentine pattern will ensure that all of the frames are acquired when moving from the same direction.
Backlash Correction
The MS2000 controller default is to use a backlash correction algorithm with rotary encoded stages. This ensures that the move as the stage reaches target is always from the same direction. This works well for moves to arbitrary locations, but is not recommend for array scanning, and should be turned off with the serial command “B X=0 Y=0”. The added little movement jog of the backlash correction takes time and stresses the motors more than just using a raster scan pattern, which can accomplish the same goal as the backlash correction algorithm.
Lead Screw Pitch
Faster speed lead screws can lead to quicker moves, but the speed advantages decrease when high landing precision is required or when the move distances shrink.
Acceleration
Stage acceleration is set by specifying the time for the stage to ramp up to maximum velocity. Typical default value for this parameter is 100ms. When making lots of small moves, reducing the ramp time can improve throughput. Very short ramp times (<20ms) could potentially damage the motors due to excessive motor commentator current. Ramp times >20ms are generally safe our microscope stage motors.
Post-Move Control: Choosing the Finish Error and Drift Error Parameters
The speed/accuracy tradeoff becomes clear when setting the motion error tolerances. As a rule of thumb, the stage will arrive on target with no hunting when the finish tolerance is 5 to 10 encoder counts. For rapid scanning you want no hunting, so in general specify the finish error at about 10 encoder counts and the drift error slightly higher. The INFO command will show the value of the Finish Error (PC command), both in units of millimeters and as the number of encoder counts.
Upon reaching the target position to within the Finish Error tolerance, the move is considered complete. The BUSY flag is released for subsequent serial STATUS requests, and if programmed, a TTL pulse will be provided to indicate the end of the move. Default behavior is for the motors to be turned off at this point, and only turned on again if the encoder error becomes larger than the Drift Error parameter setting. Alternatively, the motors and servo loop can remain active by using the command MA x=2 Y=2. See the MAINTAIN command.
^ Table 1: Scanning performance for various lead screws and move distances ^^
| Lead Screw Pitch (mm) | Maximum Stage Speed (mm/s) | Rotary Encoder Resolution(nm) | Typical Move Accuracy(µm) | Typical Move Times: PC=10cnts; AC=30ms; Backlash Correction Off | ||
|---|---|---|---|---|---|---|
| 0.1mm(s) | 1.0mm(s) | 10.0 mm (s) | ||||
| 1.59 | 1.6 | 5.5 | 0.7 | 0.106 | 0.668 | 6.40 |
| 6.35 | 6.4 | 22 | 1 | 0.051 | 0.195 | 1.60 |
| 12.7 | 12.5 | 44 | 2 | 0.038 | 0.120 | 0.82 |
| 24.5 | 24 | 88 | 4 | 0.035 | 0.090 | 0.50 |
The table above shows typical performance for a stage with rotary encoders making moves of various distances. Notice that for very short moves, typical for one field of view with a high power objective, faster lead screws provide very little overall speed improvement and significantly degrade the stage accuracy performance. For longer move distances, faster screws make a marked difference in the time per move and may be worth the loss of accuracy. The highlighted row shows the common configuration for microscopy scanning applications that represents an optimal compromise between speed and accuracy.
Optimizing PID Parameters
See the page on tuning stage parameters.
Additional tuning of the servo loop giving analog feedback to the motors can be done with the PID parameters (KI, KP, and KD). The KA setting is also helpful; it gives an extra boost on acceleration and extra brake on deceleration. Changing these parameters can do badly so normally it is not recommended for users to adjust them, or if so to adjust them slowly starting with KP.
ASI has a test setup for tuning these parameters and we are happy to perform the tuning for particular applications if needed. It is important to know the leadscrew pitch and move distance (the optimum amount of KA depends strongly on distance). Usually sample mass is negligible. Contact ASI for more details.